














Online



How to use the automatic steel pipe palletizing machine
2026-06-11
Usage of automatic steel pipe palletizing machine
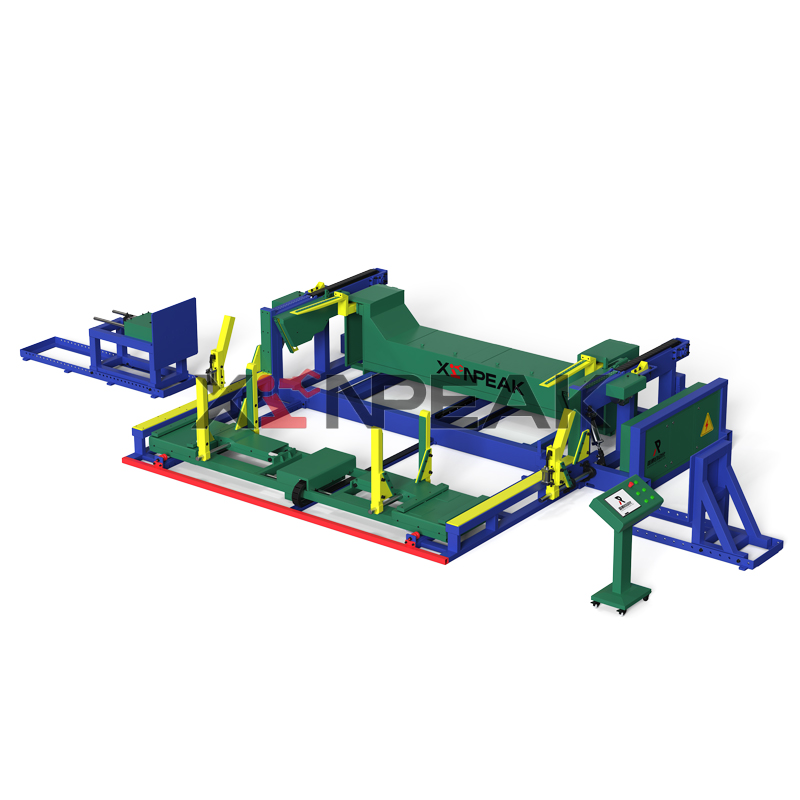
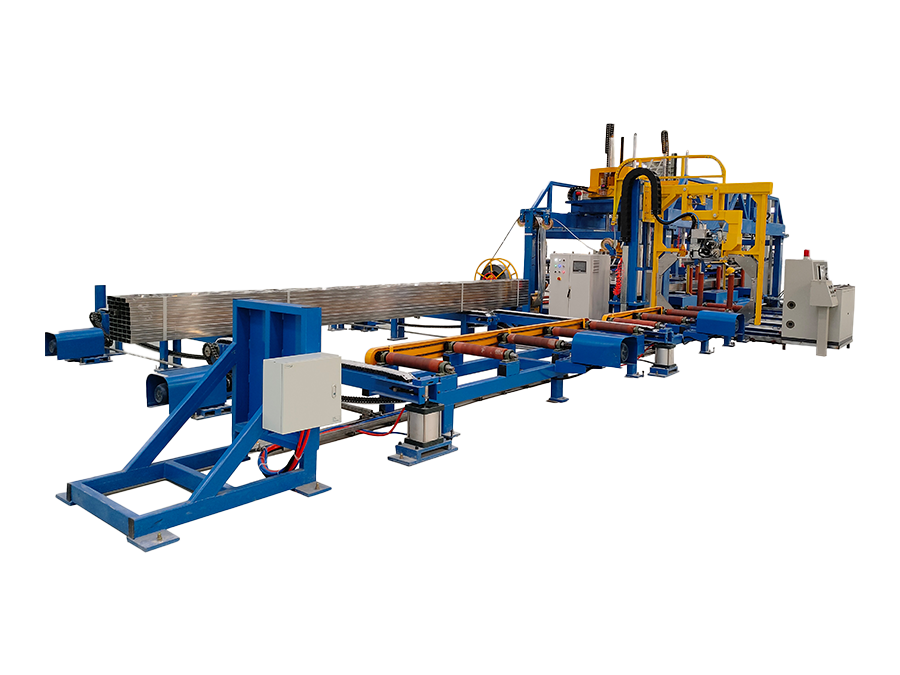
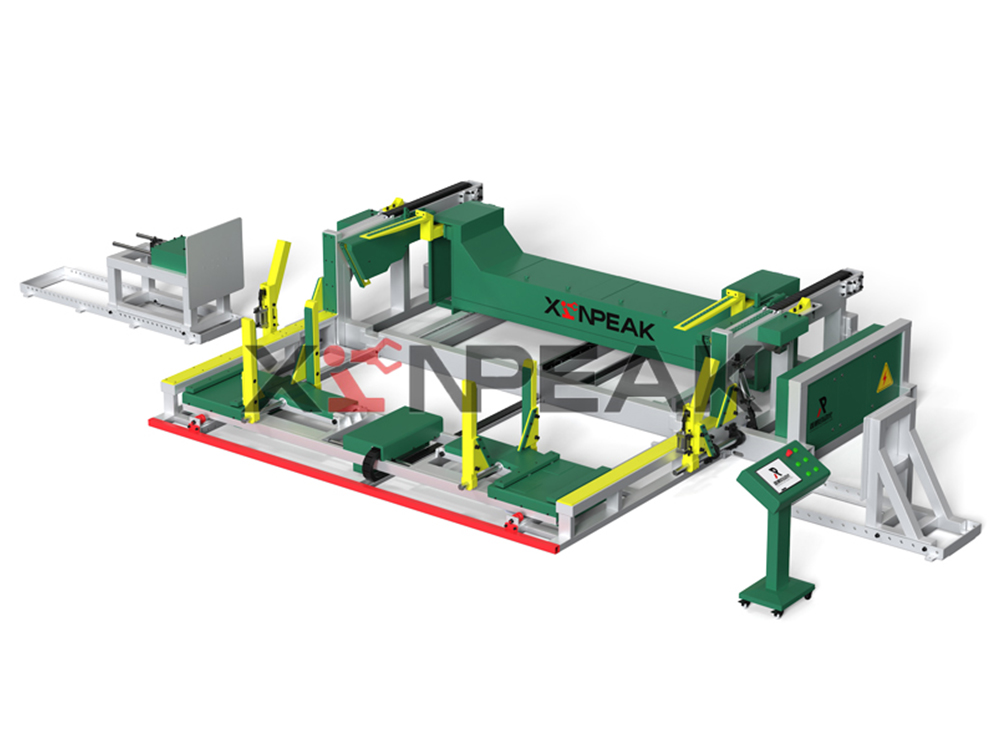
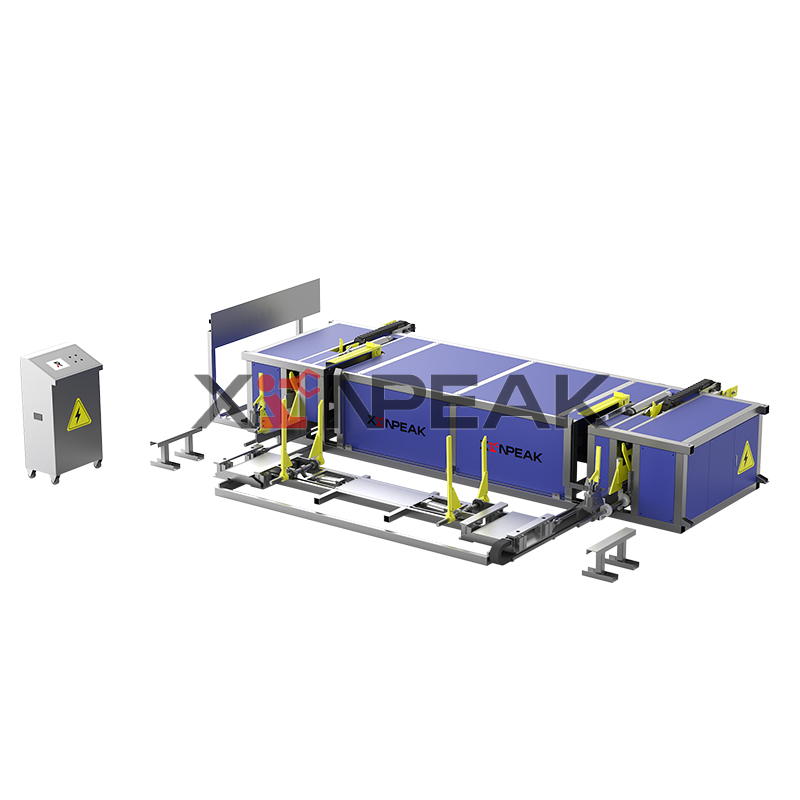
The core of the automatic steel pipe palletizing machine is to grab steel pipes through electromagnetic suction cups/vacuum suction cups, and transport them to the palletizing position through the transfer mechanism, and automatically stack them according to the preset stacking type. Below, explain the actual operation process clearly.
1、 Preparation before startup (must be confirmed item by item)
Specific content of inspection items
Equipment appearance: The conveyor line, robotic arm/gantry, and electromagnetic suction cup are free of deformation and debris accumulation
The power supply and gas source have a stable three-phase 380V power supply, with a working gas source of 0.4~0.6MPa and no air leakage
The transmission components, chains, and gears are well lubricated, and the conveyor rollers rotate smoothly
The emergency stop button, light curtain sensor, and safety barrier of the safety device are all effective
The pallet/stacking position in the stacking area is correct, and the ground is flat without obstacles
The surface of the steel pipe is vulnerable, so it is necessary to confirm that the suction cup is not worn and the guide rail is free of burrs before starting up.
2、 Parameter setting (for steel pipes, this step is the most critical)
Enter the following parameters on the control panel/touch screen:
Parameter Description: Common Values for Steel Pipes
The diameter/length of the steel pipe determines the suction cup opening and closing distance, and the transport path is input according to the actual specifications, such as φ 114 × 6000mm
For palletizing methods such as square packing, hexagonal packing, and cross packing, it is recommended to choose square packing (more stable) for welded pipes, and hexagonal packing can be selected for finished pipes
The number of stacking layers/columns per layer and the total number of layers shall be calculated based on the size of the pallet and the weight of each individual layer, taking care not to exceed the weight limit
The suction force of electromagnetic suction cups/vacuum suction cups is used for thin steel pipes with electric permanent magnets (to prevent surface damage), while vacuum suction cups can be used for thick steel pipes
The stacking speed is generally 5-7 times/minute. Novices should first try running at low speed
Welded pipes have raised weld seams, and the length of the code edge should be appropriately increased during design to avoid material jamming.
3、 Startup and operation steps
The order should not be disorderly: first the gas source → then the power supply → finally the control system
No load trial operation (1-2 cycles)
Observe whether the motion trajectory of the robotic arm/transfer mechanism is smooth
Confirm that the suction cup grasping and releasing actions are normal, and the steel pipe does not slip off
feeding
The steel pipe reaches the designated position through the conveyor line, and the visual/position sensor automatically recognizes it
Suction cup descending → sucking steel pipe → lifting → translating to stacking position
Automatic palletizing
The material transfer mechanism (hydraulic cylinder lifting+servo motor translation) sends the steel pipe to the code package position
The code package mechanism lifts and receives materials, stacking them layer by layer according to the preset stacking type
Automatic throughout the process, without the need for manual intervention
real-time monitoring
Check if the stacking pattern is neat and if there is any deviation
Listen for any abnormal noise or vibration
Immediately press the emergency stop button upon discovering any abnormalities, troubleshoot the issue, and then restart
4、 Shutdown and Closing
Step operation
① After the last stack is completed, the equipment will automatically stop or manually press stop button
② Shutdown sequence: first turn off the control system, then turn off the power, and finally turn off the air source (opposite to turning on the machine)
③ Clean and remove steel pipe debris and dust on the surface of the equipment
④ Record the running time and fault situation for easy maintenance
5、 Special precautions for steel pipe stacking
Common problem causes and countermeasures
Insufficient suction force or oil stains on the rolling suction cup of the steel pipe → Clean the surface of the steel pipe and increase the suction force
The angle between the stack skewed code wrapping rollers has not been adjusted properly → recalibrate the angle of the stack rollers
Surface indentation suction cup directly contacts the pipe wall → Replace with electric permanent magnet suction cup (non-contact magnetic suction)
Stop the welding seam of the welded pipe due to material jamming → increase the side length of the code package, or switch to square package mode
Summary in one sentence: The core consists of three steps - setting the correct parameters (pipe diameter/stack type/suction) → no-load test run → automatic feeding code, and monitoring any abnormalities during operation to stop immediately. The operation interfaces of different brands of equipment may vary, but the process is basically the same. It is recommended to first compare and go through the manufacturer's operation manual.
Related News
Universal Palletizer for Square and Round Pipes
How is the stacking efficiency of the steel pipe automatic stacking machine?
What are the common faults and troubleshooting methods for steel pipe palletizers?
Principle of automatic steel pipe palletizing machine
This universal palletizer for square and round pipes is an automated palletizing machine capable of handling steel pipes of varying cross-sectional shapes, including both square and round pipes.
Automatic steel pipe palletizers offer high palletizing efficiency, typically ranging from 600 to 1,300 palletizers per hour. This efficiency is influenced by factors such as the machine model
Common faults that may occur during the operation of steel pipe palletizers and their troubleshooting methods are as follows:
The automatic steel pipe palletizer achieves automation, efficiency, and precision palletizing of steel pipes through the collaborative work of the conveying system, identification and positioning system
Contact Us
You can contact us through the following four methods. We will reply to your inquiry within 2-8 hours after receiving it!
Call Us
Send Email
Leave a Message
Add WeChat or WhatsApp





