














Online



Working Principle of an Automatic Steel Pipe Palletizer
2026-03-05
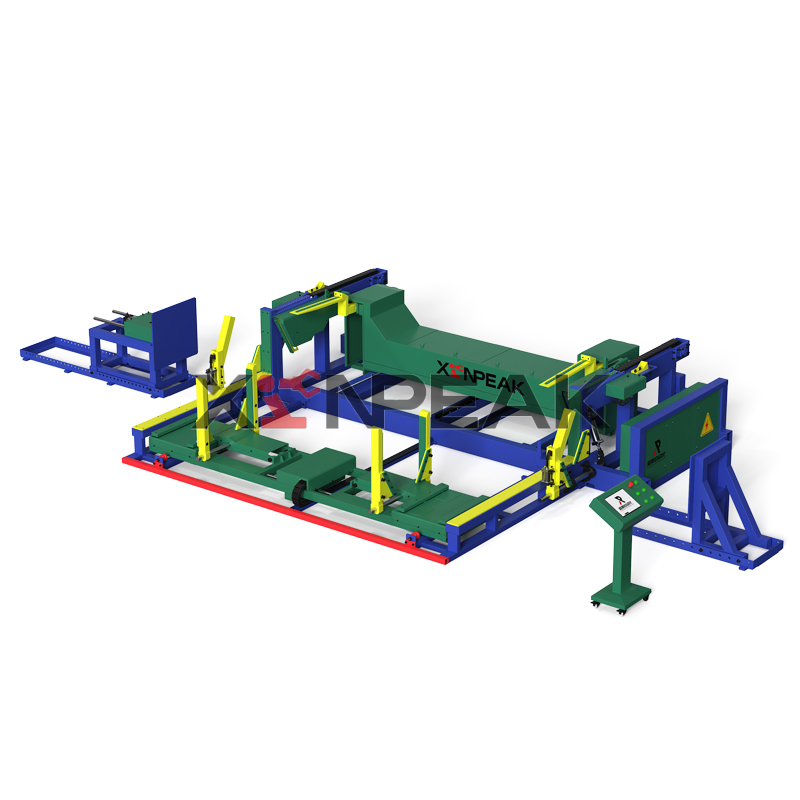
The working principle of an automatic steel pipe palletizer relies on the coordinated efforts of actuators, control systems, and sensors. Pre-programmed, it automatically grasps, moves, and stacks steel pipes. This principle can be broken down into the following steps:
1. Actuators: Implementers of Mechanical Movement
The actuators are the "muscles" of the automatic steel pipe palletizer, responsible for performing specific physical movements. These include:
Lifting mechanism: Driven by hydraulic cylinders or motors, the lifting mechanism adjusts the height of the gripping mechanism to accommodate pipes of varying heights or stacking positions. For example, after a pipe is delivered to a designated area, the lifting mechanism lowers to the appropriate height, ensuring the gripping mechanism accurately contacts the pipe.
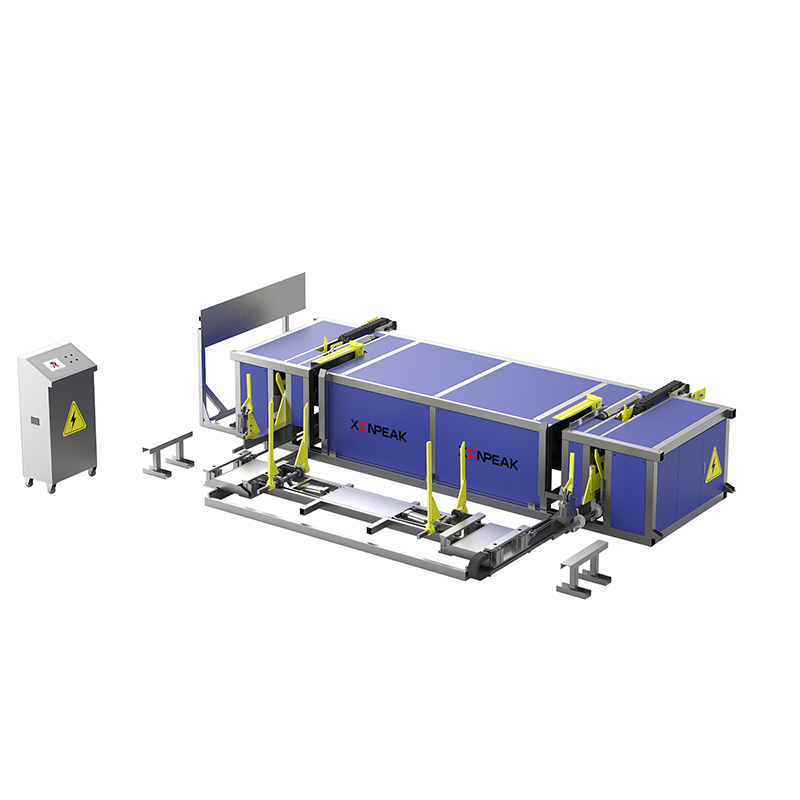
Rotating mechanism: The gripping mechanism rotates around its axis to adjust the placement of the pipe. For example, when palletizing hexagonal packages, the rotating mechanism rotates the pipe to a specific angle, forming a hexagonal arrangement with other pipes.
Telescopic mechanism: Adjusts the distance between the gripping mechanism and the pipe to ensure accurate grasping. For example, if a pipe is misaligned, the telescopic mechanism extends or retracts, allowing the gripping mechanism to precisely position the pipe. Gripping devices: Designed based on the shape and size of the steel pipes, these devices typically utilize electromagnetic suction blocks, clamps, or vacuum cups to securely grip the pipes and prevent them from falling during movement. For example, electromagnetic suction blocks are suitable for smooth-surfaced pipes, while clamps are suitable for rough or shaped pipes.
2. Control System: The Core of Automation Logic
The control system is the "brain" of the steel pipe palletizer, responsible for receiving signals, generating instructions, and controlling the movements of the actuators. It primarily includes:
Signal Reception: Receives information about the arrival, quantity, and size of steel pipes from the production line or other sensors. For example, when steel pipes enter the palletizer's operating area via a conveyor belt, position sensors send signals to the control system.
Programmed Instructions: Generates programmed instructions to control the movements of the actuators based on preset palletizing rules and requirements. For example, the control system calculates the movement trajectory and force of the gripping device based on the pipe size and stacking configuration.
Logical Operations and Motion Control: Complex logic operations and motion control are implemented using a PLC (Programmable Logic Controller) or industrial computer to ensure the accuracy and stability of the palletizing process. For example, the PLC adjusts the actuator's movements in real time based on sensor feedback to avoid collisions or grasping failures.
III. Sensors: The "Eyes" and "Ears" of Environmental Perception
Sensors are the "senses" of the steel pipe automatic palletizer, detecting changes in the external environment and transmitting this information to the control system. They primarily include:
Position Sensors: Detect the position of the steel pipe and the gripper to ensure accurate grasping and placement. For example, if a steel pipe deviates from the preset position, the position sensor sends a signal to the control system to adjust the gripper's trajectory.
Weight Sensors (if applicable): Detect the weight of the steel pipe, allowing the control system to adjust the gripping force and stacking method. For example, if the weight of a steel pipe exceeds a preset value, the weight sensor sends a signal to the control system to reduce gripping force to avoid damage to the pipe or equipment.
Vision Sensors: Use machine vision technology to identify the shape, size, and posture of the steel pipe, providing the control system with precise grasping and placement information. For example, a vision sensor captures an image of the steel pipe, identifies its shape and size using an image processing algorithm, and then transmits this information to the control system. IV. Workflow: A Complete Closed Loop from Input to Output
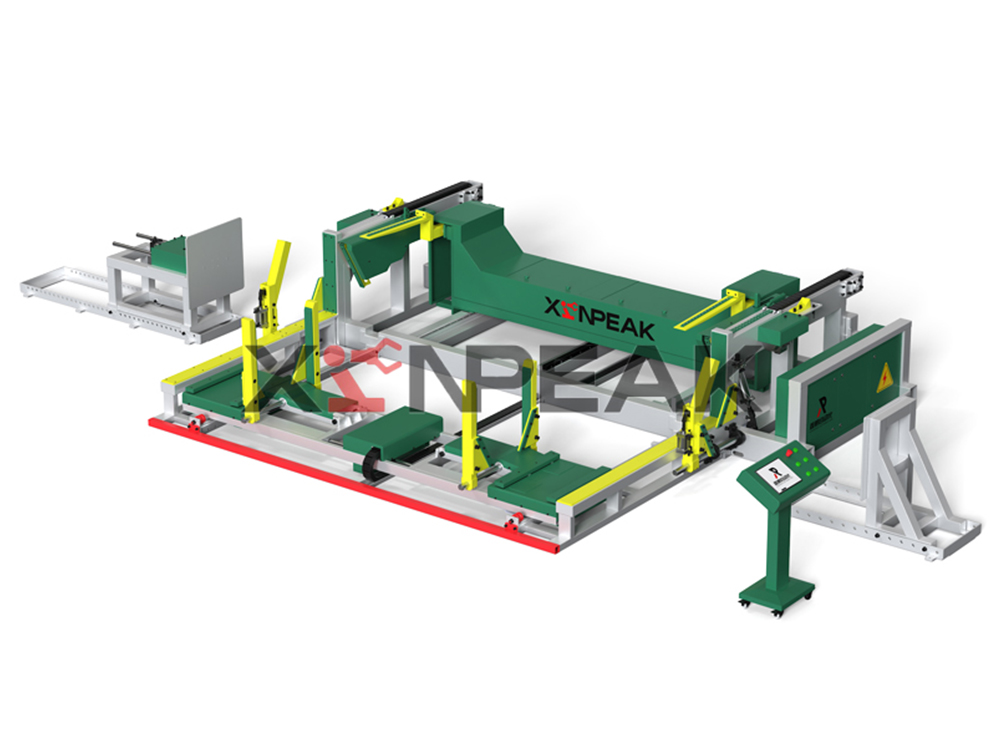
The workflow of the automatic steel pipe palletizer can be divided into the following steps:
Product Transport: Steel pipes are transported to the palletizer's operating area via a conveyor belt or other transport device. For example, after coming off the production line, steel pipes are transported by a conveyor belt to the palletizer's gripping area.
Product Identification and Positioning: Once a steel pipe enters the palletizer's operating area, a machine vision system or sensor identifies and locates its position, posture, and dimensions. For example, a vision sensor captures an image of the pipe and uses an image processing algorithm to identify its position and dimensions.
Grasping and Stacking: Based on the identification and positioning results, the robot arm accurately grasps the pipe and stacks it in the designated location. For example, according to the control system's instructions, the gripper descends to the pipe location, grasps the pipe, then rises and moves to the stacking position, placing it in the designated location.
Palatinate Completion and Inspection: After stacking one or more layers of steel pipes, the palletizer performs a self-inspection or waits for manual inspection to ensure the quality and stability of the stacking. For example, the palletizer will check the neatness and stability of the stack through vision sensors or position sensors. If any problems are found, it will make corresponding adjustments or restart the palletizing.
Related News
What are the core features of automatic steel pipe palletizers?
What are the application scenarios for automatic steel pipe palletizers?
Steel Pipe Palletizers: An Efficiency-Boosting and Cost-Saving Option
Introduction to Round and Square Tube Palletizers
The core features of automatic steel pipe palletizers are reflected in their high efficiency, precision, flexibility, stability, safety, intelligence, and environmental protection and energy conservation.

Automatic steel pipe palletizers use automation technology to efficiently and accurately stack steel pipes. They are widely used in scenarios requiring improved production efficiency, reduced labor costs
When selecting a steel pipe palletizer, prioritize models equipped with intelligent path planning, high-precision sensors, and lightweight, high-strength robotic arms. Ensure seamless integration with upstream and downstream equipment (such as conveyors and AGVs)
The round and square tube palletizer is an automated palletizing machine designed for round and square tubes. Through the coordinated operation of a magnetic suction device, conveyor rollers, and palletizing rollers
Contact Us
You can contact us through the following four methods. We will reply to your inquiry within 2-8 hours after receiving it!
Call Us
Send Email
Leave a Message
Add WeChat or WhatsApp





